Comment nettoyer la buse de votre imprimante 3D avec une traction à froid
La complexité de l’impression 3D n’est surpassée que par le nombre de choses qui peuvent mal tourner au cours d’une impression 3D. De tous ces problèmes d’impression 3D, les bouchons de buse sont les plus importants en termes de pouvoir perturbateur et destructeur.
Et si nous vous disions qu’il existe un moyen relativement simple d’éviter que les buses ne se bouchent ? De plus, cette même solution peut également résoudre les blocages partiels des buses.
Poursuivez votre lecture pour découvrir l’art de l’extraction à froid et comment cette astuce de maintenance des imprimantes 3D peut vous simplifier la vie.
Qu’est-ce qu’un tirage à froid ?
Contrairement à son nom, la technique du tirage à froid consiste à soumettre une buse d’imprimante 3D à des cycles de chauffage et de refroidissement systématiques afin de nettoyer les débris indésirables et les matériaux brûlés de la buse et du chemin de filament en n’utilisant rien d’autre qu’un brin de filament d’impression 3D. La buse est nettoyée par une petite section de filament semi-fondu qui adhère aux particules obstruant la buse.
Le filament est alors physiquement arraché de la buse par l’extrémité de l’extrudeuse. C’est la partie traction d’une traction à froid. La technique de nettoyage de la buse porte la première partie de son nom parce que le filament doit être proche de sa température de transition vitreuse (point de ramollissement) avant d’être retiré de l’extrudeuse. Cette température est nettement inférieure aux températures d’extrusion habituelles.
Malheureusement, l’expression « extraction à la température de transition vitreuse » n’est pas très parlante, ce qui fait de l’extraction à froid un nom bien plus approprié pour cette technique de nettoyage de la buse.
Pourquoi effectuer un tirage à froid ?
Dans un monde idéal, vous devriez utiliser différents jeux de buses pour des matériaux imprimés à des températures très différentes. En effet, imprimer du nylon à 290 °C après un lot de pièces en PLA extrudées à 190 °C est une recette pour un désastre. L’énorme différence de température entre les deux filaments entraînerait la solidification des résidus de PLA présents dans la buse sous forme de particules brûlées. Et c’est ainsi que les buses se bouchent.
Effectuer des tirages à froid entre ces changements de matériaux d’impression est un excellent compromis pour éviter l’impossibilité de changer souvent de buses. En plus d’éliminer les obstructions partielles des buses, des tirages à froid réguliers permettent également d’éviter qu’elles ne se produisent. Ceci est particulièrement important lors de l’impression de matériaux exotiques tels que les filaments de bois. Les résidus de bois laissés dans la buse par ces filaments peuvent également provoquer de véritables bouchons de buse en raison de la nature inflammable du matériau.
Mais si vous êtes confronté à une obstruction totale, notre guide sur la manière de déboucher les buses d’imprimantes 3D vous sauvera la mise.
La technique de la traction à froid est également très efficace pour éliminer les obstructions partielles des buses, qui gâchent souvent les impressions. À la différence d’une simple buse bouchée, la buse partiellement bouchée peut fragiliser vos impressions 3D, présenter des défauts de surface et même se briser pendant l’impression.
Le recours habituel qui consiste à piquer une aiguille dans une buse chauffée est futile dans ce cas. Un tirage à froid est votre seul moyen de sortir de ce pétrin.
Comment effectuer un tirage à froid
L’extraction à froid est rapide et facile une fois que l’on a pris le coup de main. En attendant, il convient de faire preuve de prudence et de suivre ces étapes avec précision pour éviter d’endommager l’assemblage de l’extrudeuse. Nous vous recommandons de garder à portée de main une paire de pinces, une pince à affleurer et un peu de filament de nylon.
Étape 1 : Préparation du filament de nettoyage
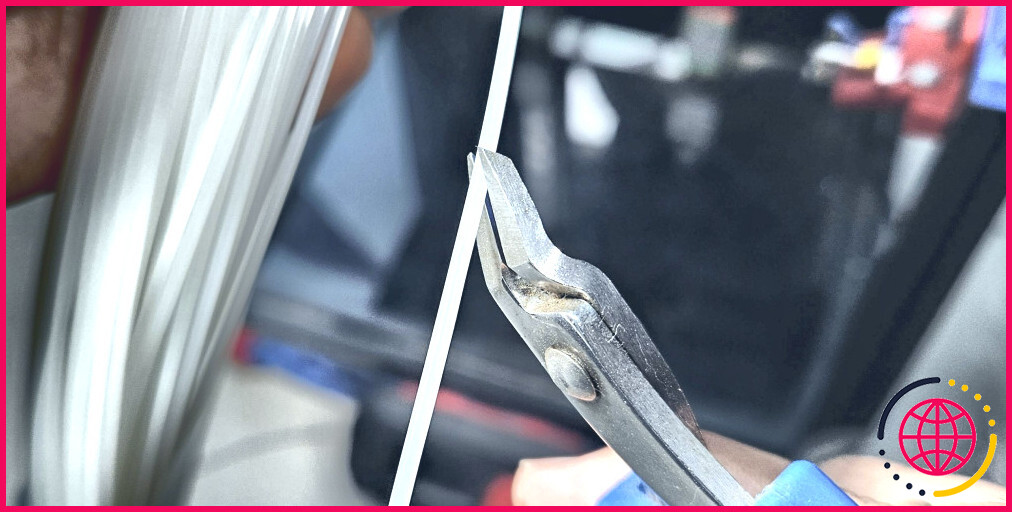
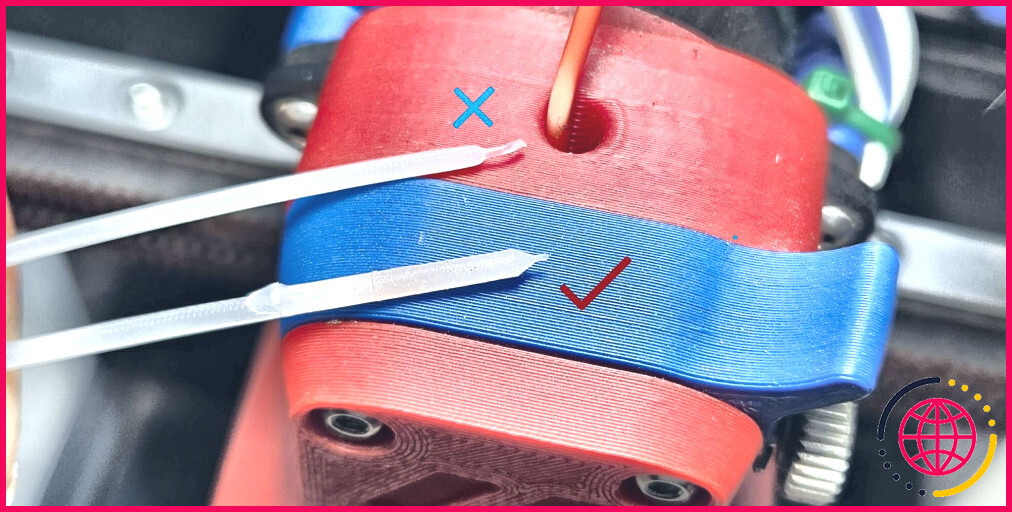
Préparer une petite section (environ 30 cm) de filament (de préférence en nylon). Coupez un peu (en diagonale, comme illustré dans la photo ci-dessous) l’extrémité du filament à l’aide d’une pince coupante. La pointe acérée qui en résulte facilite le passage du filament dans la buse, au-delà des engrenages de l’extrudeuse et de la rupture thermique.
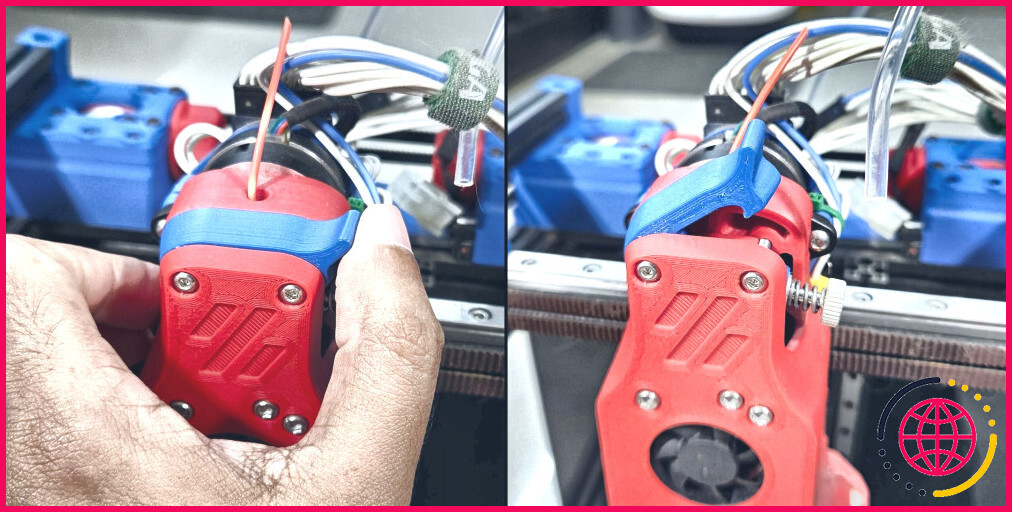
Étape 2 : Retirer le tube Bowden
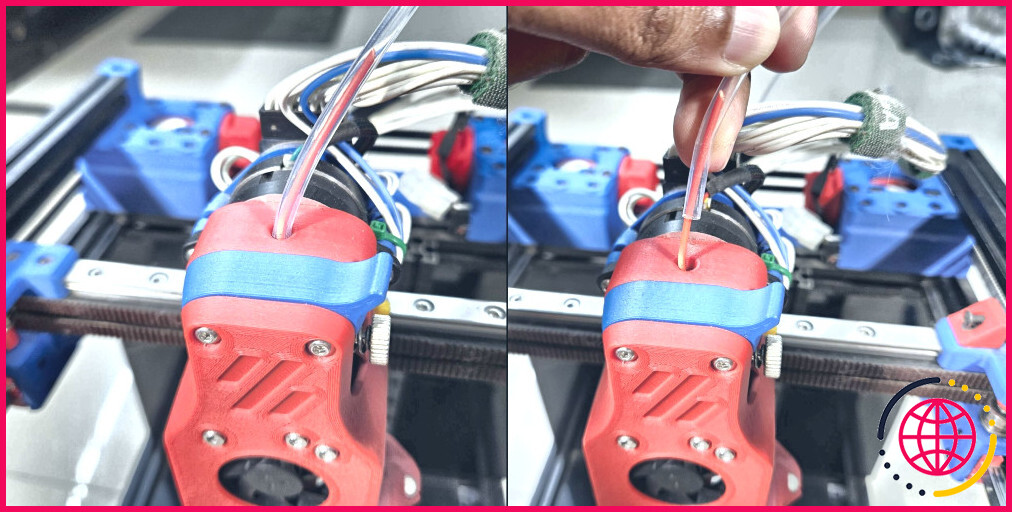
Rendez accessible le passage du filament dans la tête d’impression en retirant le tube Bowden connecté à l’extrémité de la buse.
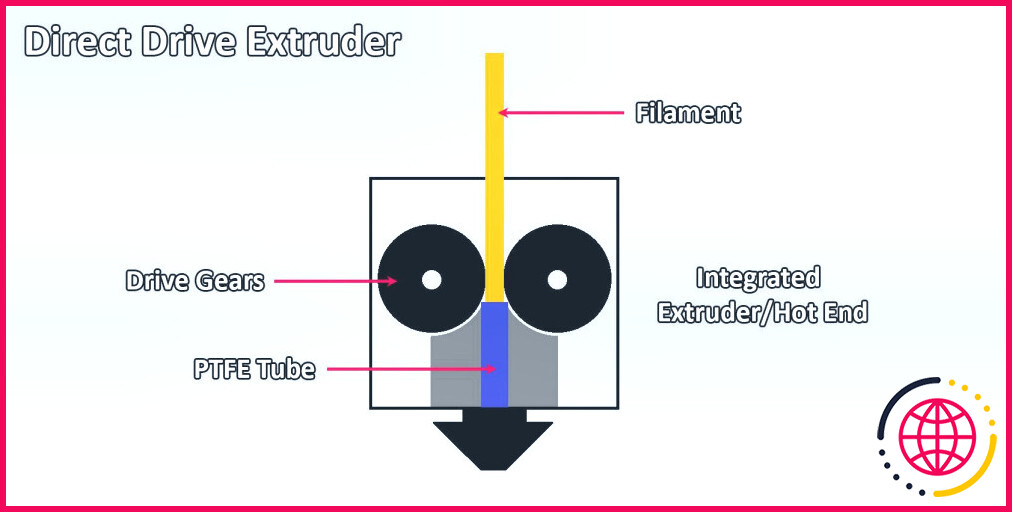
Cette opération s’applique à toutes les imprimantes dotées d’extrudeuses Bowden, à l’exception de celles équipées d’extrudeuses à entraînement direct qui n’utilisent pas de tubes Bowden. Cependant, certaines imprimantes 3D équipées d’extrudeuses à entraînement direct (toutes les variantes de Voron et les imprimantes Bambu Labs) utilisent des tubes Bowden inversés. Dans ce cas, vous devez retirer les tubes Bowden pour accéder au filament.
Étape 3 : Créer un espace entre la buse et le lit
Soulevez la buse du lit suffisamment loin pour permettre au filament purgé d’extruder sans obstruction.
Étape 4 : Retirer le filament usagé
Nous devons maintenant retirer le filament existant de l’extrémité chaude. Chauffez votre buse à la température d’extrusion appropriée du filament chargé. Une fois que la buse a atteint la température de fonctionnement, vous pouvez retirer manuellement le filament de l’extrémité chaude. Toutefois, cette méthode ne s’applique qu’aux extrudeuses Bowden.
Si votre imprimante est équipée d’une extrudeuse à entraînement direct, vous pouvez utiliser la routine de déchargement du micrologiciel de votre imprimante pour extraire le filament. La désactivation du moteur pas à pas de l’extrudeuse (via l’interface utilisateur) permet également de décharger le filament manuellement. Il est également possible de désengager manuellement le bras tendeur de la plupart des extrudeuses à entraînement direct, ce qui permet d’extraire le filament à la main.

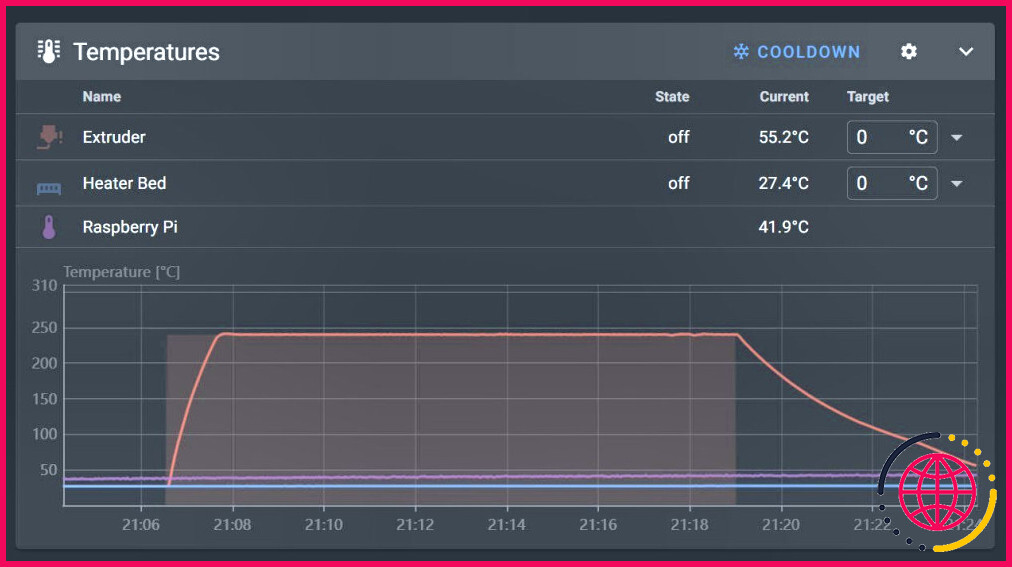
Étape 5 : Réglage de la température de la buse
Pendant que la buse est encore chaude, augmentez la température de la buse jusqu’à la température d’extrusion spécifiée par le fabricant du filament de nylon. Cette température peut se situer entre 250 °C et 280 °C en fonction de la composition du matériau et de la taille de votre buse.
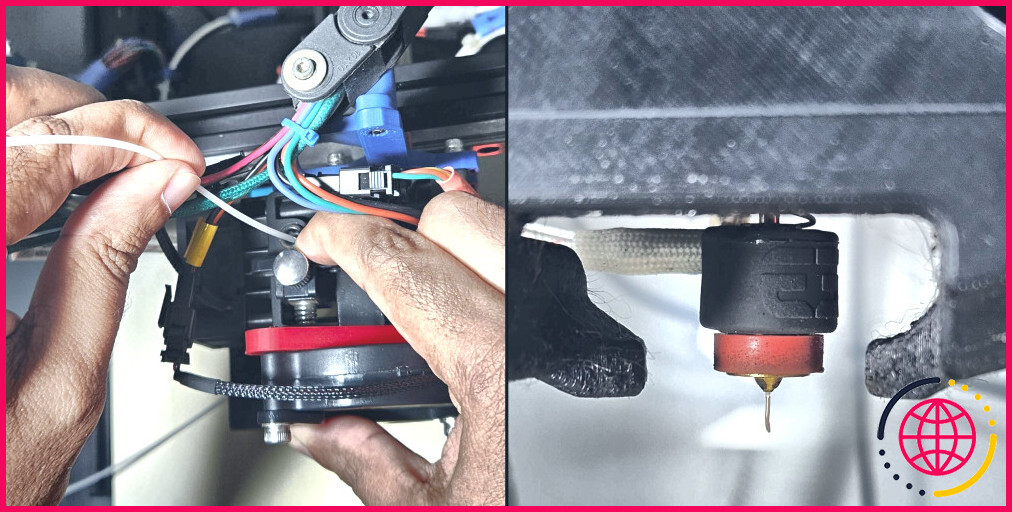
Insérez la section de nylon dans l’extrémité chaude, l’extrémité pointue en premier, une fois que la buse est à la température de fonctionnement. Poussez quelques centimètres du filament de nylon à travers la buse.
Étape 6 : Mise en forme du filament à l’intérieur de la buse
Éteignez le chauffage de la buse. Pendant que la buse refroidit, maintenez une pression constante vers le bas sur le filament, de manière à ce qu’une infime quantité de celui-ci continue de suinter par la buse. Continuer à maintenir la pression vers le bas jusqu’à ce que le filament cesse de suinter par la buse. Maintenir la pression pendant encore 20 secondes.
Lorsqu’il est bien fait, ce procédé compacte le nylon fondu et remplit toute la cavité de la buse avec le matériau fondu. Cela permet au filament d’adhérer fortement aux débris brûlés qui obstruent la buse.
Étape 7 : laisser le filament se solidifier
Attendez que la buse refroidisse jusqu’à 50 °C.
Les extrudeuses à entraînement direct continuent à s’accrocher au filament et rendent impossible l’extraction du filament. Veillez à ce que le moteur pas à pas de l’extrudeuse soit désactivé à ce stade. Vous pouvez également débrayer manuellement le bras tendeur de l’extrudeuse tout en retirant le filament au cours des étapes suivantes.
Étape 8 : chauffer la buse
Réglez la buse pour qu’elle chauffe à 120 °C.
Étape 9 : maintien d’une traction constante
Pendant qu’il chauffe, saisissez le filament et maintenez une pression constante vers le haut, comme si vous vouliez l’arracher.
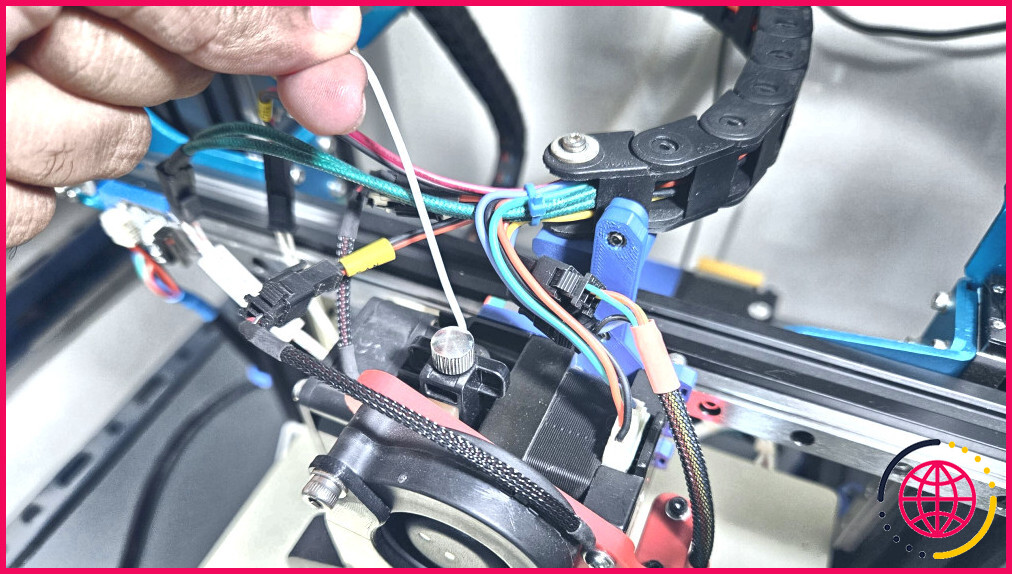
Le filament est trop dur pour être retiré de la buse lorsqu’il est froid. Cependant, à mesure qu’il chauffe, il peut devenir trop mou pour éliminer les débris coincés dans la buse. C’est pourquoi le maintien d’une traction constante sur le filament permet de l’extraire de la buse alors qu’il se trouve encore dans la zone Boucles d’or – où il s’est ramolli juste assez pour lâcher la buse, tout en étant suffisamment dur pour retenir les débris.
Pour la plupart des filaments de nylon, cela peut se produire à une température comprise entre 110 °C et 120 °C. Vous entendrez un bruit sec lorsque ce processus aura été mené à bien. Le fait de voir une empreinte presque parfaite de la cavité de la buse est une confirmation visuelle du succès.
Étape 10 : Répétez l’opération jusqu’à ce que le filament soit propre
Il est plus facile de repérer les résidus brûlés extraits de la buse si vous utilisez du filament de nylon blanc ou transparent pour cette procédure. Répétez ce processus jusqu’à ce que vous ne puissiez plus voir de résidus de filament après les tirages à froid suivants.
Entretien préventif à l’aide de tirages à froid
En utilisant soigneusement cette technique, on peut non seulement éliminer les colmatages partiels, mais aussi empêcher les colmatages totaux de se produire. Ceci est particulièrement vrai pour ceux qui impriment avec des matériaux exotiques ou qui utilisent beaucoup de filaments d’impression 3D différents.
Comment faire un tirage à froid sur une imprimante 3D ?
Tirage à froid
- Insérez le filament dans la tête d’impression jusqu’à ce que vous sentiez une certaine résistance.
- Tenez le filament avec une pince et exercez une légère pression pour extruder un peu de matériau.
- Maintenez la pression sur le filament avec la pince pendant la durée de la barre de progression.
- Relâchez le filament et attendez que le noyau d’impression ait refroidi.
Comment faire un tirage à froid de la buse ?
Pour les extrudeuses de type bowden, cela peut signifier que vous devez débrancher le tube-guide.
- Chauffez la buse à environ 240-260°C. Si vous n’avez imprimé qu’avec du PLA, allez jusqu’à 220°C.
- Insérez un morceau de nylon blanc/brillant ou un filament résistant. Poussez-le aussi fort que possible (à la main). Est-ce que du filament sort ? alors arrêtez.
Quand faut-il faire un tirage à froid ?
Le tirage à froid doit être effectué si votre buse n’est que partiellement obstruée et que du filament est encore extrudé. Si la buse est complètement bouchée, veuillez consulter le guide Buse bouchée.
Comment faire de la traction à froid sur du nylon ?
Voici comment effectuer un tirage à froid :
- S’il y en a un, commencez par retirer votre tube Bowden de la tête d’extrusion.
- Chauffez l’extrémité chaude à la température d’impression du filament cold pull que vous avez choisi tout en retirant l’ancien filament.
- Introduire le filament de traction à froid dans la buse jusqu’à ce qu’il commence à suinter un peu.