Fiche technique PETG : Choisir les meilleurs réglages de la trancheuse
Le PETG devient un nombre croissant de proéminents pour l’impression 3D domestique. Il est raisonnablement simple à imprimer, ne libère pas le même degré de produits chimiques toxiques que des produits comme l’ABS, et est également beaucoup plus durable que le PLA. Cependant, quels sont les paramètres les plus efficaces à choisir lorsque vous imprimez en 3D avec du PETG ? Apprenons-le.
Il est presque impossible d’obtenir spécifiquement les réglages idéaux de la trancheuse dès la première fois. Cela vaut donc la peine d’essayer les réglages que vous sélectionnez, en les modifiant progressivement et en réglant également les alternatives jusqu’à ce que vos impressions soient aussi bonnes que possible.
Qu’est-ce que le plastique PETG ?

PETG, ou polyéthylène téréphtalate glycol, est un polycarbonate habituel avec des propriétés résidentielles uniques. C’est un ajustement du PET, le matériau utilisé pour fabriquer des récipients de soda, avec du glycol apporté au mélange pour stimuler la force et la résilience du PETG.
Ce matériau a en fait obtenu beaucoup de popularité dans le domaine de l’impression 3D au cours des dernières années, car il est simple à publier avec tout en offrant de nombreux avantages de produits encore plus difficiles. Par exemple, le PETG est beaucoup moins cassant que l’ABS et offre une résistance similaire, tout en étant également plus facile à publier.
Le PETG devient rapidement l’un des matériaux d’impression 3D les plus préférés de la planète, mais il présente quelques difficultés. Il vaut toujours la peine d’en apprendre davantage sur les types de filaments d’impression 3D pour garantir que vous utilisez les bons pour chacune de vos impressions.
Défis de l’impression 3D en PETG
Comme tout produit d’impression 3D, le filament PETG peut être difficile à obtenir. Il existe un certain nombre d’obstacles à surmonter lorsque vous commencez à utiliser ce type de plastique pour vos impressions 3D.
- Cordage/ surextrusion : Le PETG est plus extensible et aussi plus polyvalent que le PLA ainsi que l’ABS. Cela signifie qu’il a tendance à suinter hors de la buse lorsqu’il n’est pas pressé, tout en développant également des cordes entre les composants de votre impression lorsque l’extrudeuse se déplace. Ceci est corrigé en utilisant les paramètres de rétraction et aussi de z-offset.
- Sur-adhésion : Une mauvaise adhérence des couches peut être vraiment difficile avec des matériaux comme le PLA et l’ABS, mais le PETG a souvent le problème inverse : les couches adhèrent trop fortement. Cela peut rendre extrêmement difficile l’enlèvement des supports et autres ajouts, de même que cela peut aussi déclencher le dessin à rester avec la surface de développement. Laisser votre modèle awesome dès qu’il est publié est un excellent moyen d’aider avec cela.
Buse & & Température du lit
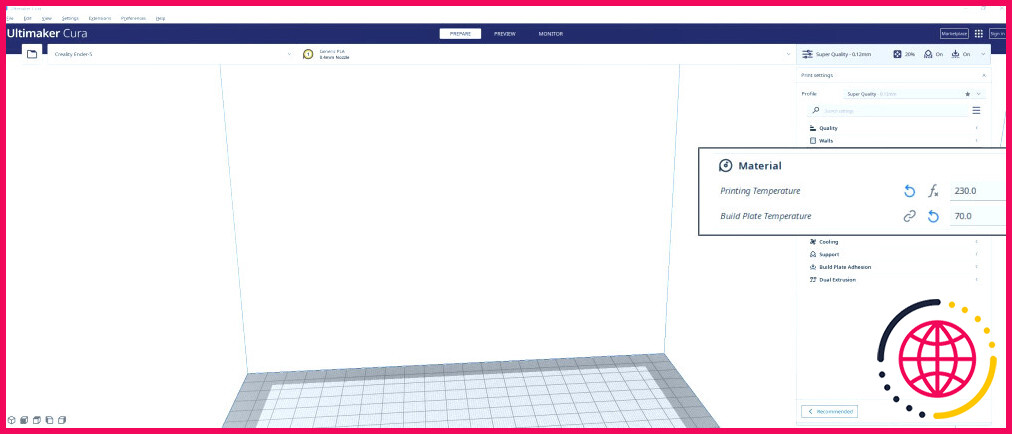
PETG profiter d’une buse chaude et d’une plaque de développement douillette pour obtenir les meilleurs résultats. Maintenez votre lit chauffé entre 70 ° C et aussi 80 ° C lorsque vous imprimez avec du PETG, ainsi que d’éviter de dépasser 100 ° C si vous vous préparez à expérimenter avec la température de votre plaque de construction.
Le PETG a un facteur de fusion plus élevé que le PLA. Sticking in between 210 ° C et 250 ° C est une excellente zone pour commencer avec votre PETG, bien que certains producteurs fournissent des filaments qui publient à 260 ° C +. Vérifiez toujours les suggestions du producteur de filament lorsque vous commencez initialement avec un tout nouveau produit.
Hauteur des couches
La hauteur des couches pour l’impression 3D est l’une des différences essentielles entre le PETG et les matériaux comme le PLA. A 0,2 mm d’élévation de couche avec une première élévation de couche de 0,12 mm produira certainement de petites impressions avec le PETG, bien que vous allez certainement lutter si vous allez beaucoup plus réduit. PETG fonctionne en outre bien avec des couches relativement épaisses, et aussi vous pouvez élever à environ. 0,3 mm avec une buse de 0,4 mm.
Vitesse de déplacement/impression
PETG est beaucoup plus conscient taux d’édition que divers autres matériaux de filament d’imprimante 3D. Relocaliser aussi rapidement déclenchera une sous-extrusion et aussi une mauvaise liaison de couche tandis que se déplacer aussi lentement provoque une surextrusion et des boules.
S’asseoir entre 30mm/s et aussi 60mm/s pour une grande partie de vos couches et aussi utiliser une vitesse plus lente, comme 25mm/s, pour les premières couches est une excellente approche à adopter. Vous devrez peut-être explorer vos taux d’impression pour obtenir les meilleurs résultats.
Vitesse de rétraction & & Distance
Grâce à son extensibilité, le PETG nécessite des réglages de rétraction plus rapides et beaucoup plus longs que le PLA pour bien imprimer. Une vitesse de rétraction comprise entre 40mm/s et 80mm/s est un excellent point de départ. Parallèlement à cela, une plage de rétraction de 4mm à 6mm fonctionne bien pour les montages Bowden, tandis que 1mm à 3mm fonctionne le mieux pour les imprimantes 3D à entraînement droit.
Type de support & et matériau
Le PETG est un excellent matériau, mais il n’est pas aussi performant avec les supports. Grâce à la nature collante du PETG, l’excellente liaison des couches qu’il procure peut devenir un fléau lorsque vous souhaitez utiliser des supports. L’impression à des niveaux de température réduits facilitera certainement le retrait des supports, mais il peut en outre s’avérer payant d’utiliser un matériau soluble dans l’eau comme le PVA.
La plupart des trancheurs permettent de contrôler l’angle de surplomb et le type de support. Un angle de surplomb de 0 degré soutiendra tous les surplombs, tandis que des niveaux de 90 ne soutiendront rien. Cela rend 50 à 55 niveaux une excellente zone pour commencer.
Ajouts d’impression 3D PETG
Le PETG n’a pas de problèmes de flexion importants comme l’ABS, et aussi il se conforme généralement à la plaque de développement, quel que soit le produit de surface que vous utilisez. Cela indique que les améliorations ne sont normalement pas nécessaires lorsque vous traitez avec le PETG.
Les bordures et les batelets adhèrent extrêmement bien lorsqu’on utilise du PETG, et cela peut rendre leur élimination très difficile. Les tours de nettoyage et autres ajouts de dégagement de la buse peuvent être utiles pour arrêter le stringing ainsi que les blobs.
Imprimante 3D & & refroidissement des pièces
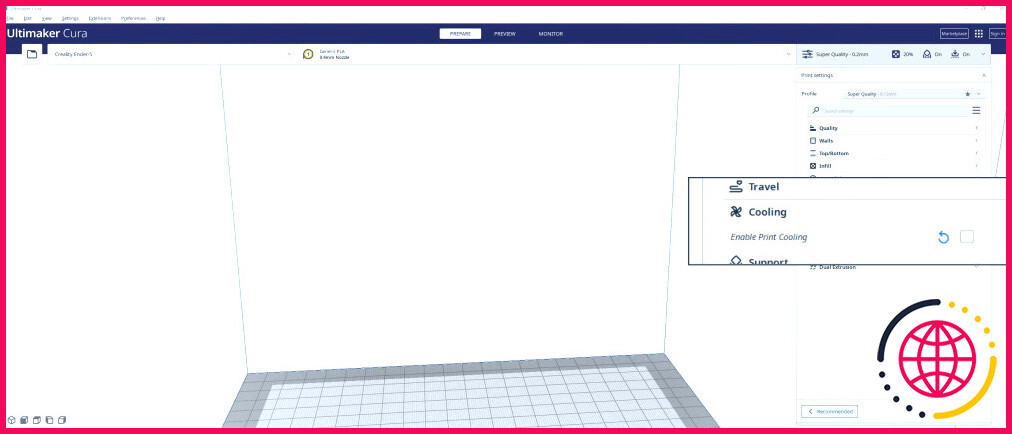
Contrairement à de nombreux autres produits d’impression 3D, le filament PETG se porte mieux sans refroidissement des composants. Cela garantit que les couches collent bien ainsi que d’éviter ce que le gauchissement bit accompagnerait le conditionnement de l’air solide. Vous n’avez pas besoin d’un boîtier chaud pour imprimer du PETG et vous pouvez laisser vos suiveurs de boîtier à pleine puissance si vous le souhaitez.
Structure générale de l’imprimante 3D (Lits & & Enclosures)
L’impression 3D avec le PLA ainsi que l’ABS présente des besoins raisonnablement rigoureux en matière de dispositifs, pourtant le PETG est beaucoup plus indulgent. Bien que vous ayez besoin d’un lit chauffé pour travailler avec ce matériau, vous n’avez pas besoin de vous inquiéter de disposer d’une pièce pour votre impression 3D PETG.
La plupart des surfaces de construction modernes fonctionnent bien avec le PETG, grâce à sa forte fixation des couches. Le verre fonctionne particulièrement bien avec ce type de filament, cependant, offrant des impressions à fond lisse ainsi qu’un retrait très facile à la fin de chaque travail.
Impression 3D avec le PETG
Le PETG est une fantastique alternative de filament pour imprimante 3D. Non seulement il est tout aussi économique que le PLA et aussi l’ABS, mais il est en plus solide, semi-flexible, ainsi que résistant aux produits chimiques. Il peut donc être utilisé à l’intérieur comme à l’extérieur, et peut même être utile pour les produits qui doivent entrer en contact avec des aliments. Il vaut toujours la peine de faire l’effort de se renseigner sur les filaments pour imprimantes 3D avant de les utiliser chez vous.
Quels sont les meilleurs réglages pour le PETG ?
Le PETG s’imprime généralement mieux dans une plage de température comprise entre 220 et 260 °C. La société d’imprimantes 3D Prusa suggère une température d’impression de 230 °C pour la première couche et une température légèrement plus élevée de 240 °C pour le reste de la construction. [3] La société de filaments MatterHackers recommande 245 °C tout au long de la construction.
Quelle est une bonne rétraction pour le PETG ?
Nous recommandons de commencer avec une vitesse de rétraction entre 30-80mm/s et une distance de rétraction entre 2-5 mm pour une configuration Bowden ou 1-2mm pour une imprimante à entraînement direct.
Comment obtenir de bonnes impressions sur du PETG ?
Pour avoir les meilleures chances de réussite, vous voudrez vous assurer que vous avez un lit chauffant réglé à 65°C. Certains PETG sont plus enclins à la déformation que d’autres, des températures plus élevées peuvent donc être nécessaires pour leur donner suffisamment d’adhérence au lit. Si vous avez des difficultés, augmentez la température de 5°C à la fois jusqu’à ce que l’adhérence s’améliore.
À quelle vitesse dois-je imprimer le PETG ?
La vitesse recommandée pour l’impression 3D avec le PETG se situe entre 60 et 100 mm/s. Lorsque vous imprimez à une vitesse plus élevée, cela peut avoir un effet négatif sur la qualité de l’impression 3D. Lorsque vous voulez un résultat final de meilleure qualité, vous pouvez décider d’imprimer un peu plus lentement, entre 30 et 60 mm/sec.