Les 5 meilleurs plugins Cura pour rendre l’impression 3D fiable et pratique
Une trancheuse, ou une application logicielle de découpe, est un élément indispensable de la procédure d’impression 3D. Fidèle à son nom, il « découpe » un modèle 3D en sections transversales bidimensionnelles à travers les avions XY, d’une manière qui peut être imprimée par des imprimantes cartésiennes traditionnelles.
Il existe de nombreuses options pour Cura qui peuvent transformer les données STL en code G compatible avec l’imprimante 3D. Cependant, peu de gens se réjouissent de l’effort de conception substantiel que le fabricant d’imprimantes 3D Ultimaker met dans Cura.
Pour ramener cela directement à la maison, jetons un coup d’œil à plusieurs des plugins Cura les plus efficaces qui améliorent considérablement votre expérience d’impression 3D.
Comment installer des plugins dans Cura
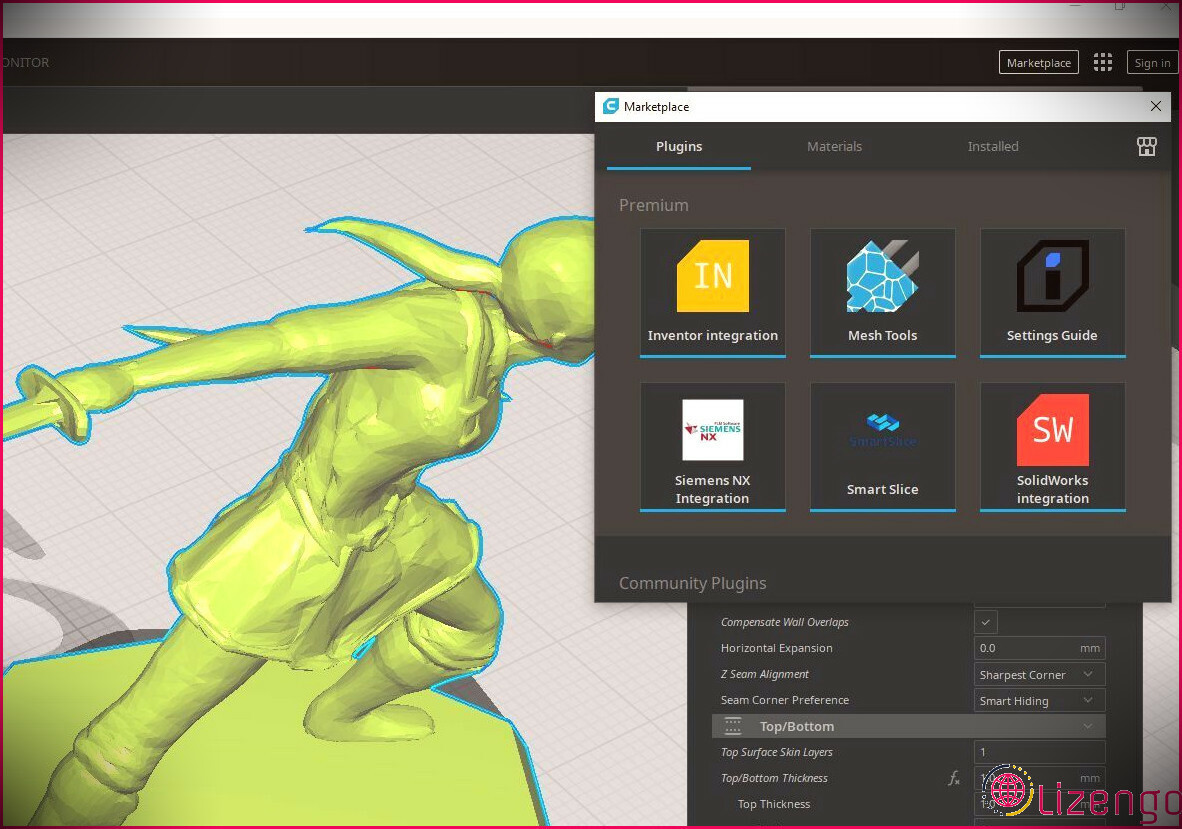
Mais dans un premier temps, voyons comment s’y prendre pour installer des plugins dans Cura. Cela inclut de cliquer sur le Marché dans le coin supérieur droit de la fenêtre du programme.
Par la suite, naviguez jusqu’au Plugins onglet et vous existerez certainement avec une liste exhaustive de plugins propriétaires et tiers.
1. Formes d’étalonnage
Le calibrage de votre imprimante 3D est important pour améliorer la qualité et la précision dimensionnelle de vos impressions 3D. C’est une entreprise qui doit être dupliquée à chaque fois que vous modifiez les buses, le type de filament ou tout autre type d’élément sur votre imprimante 3D.
Ne serait-il pas agréable d’avoir toute la collection de versions d’étalonnage disponibles sans avoir à fouiller via Thingiverse ? Heureusement, le plugin Calibration Shapes est exactement ce dont vous avez besoin.
Vous voulez connaître la température d’impression idéale pour votre combinaison filament/extrudeuse/hotend ? Le plugin n’utilise pas encore 3 versions d’étalonnage de niveau de température réglées pour 3 types de filaments importants de PLA, PETG et ABS.
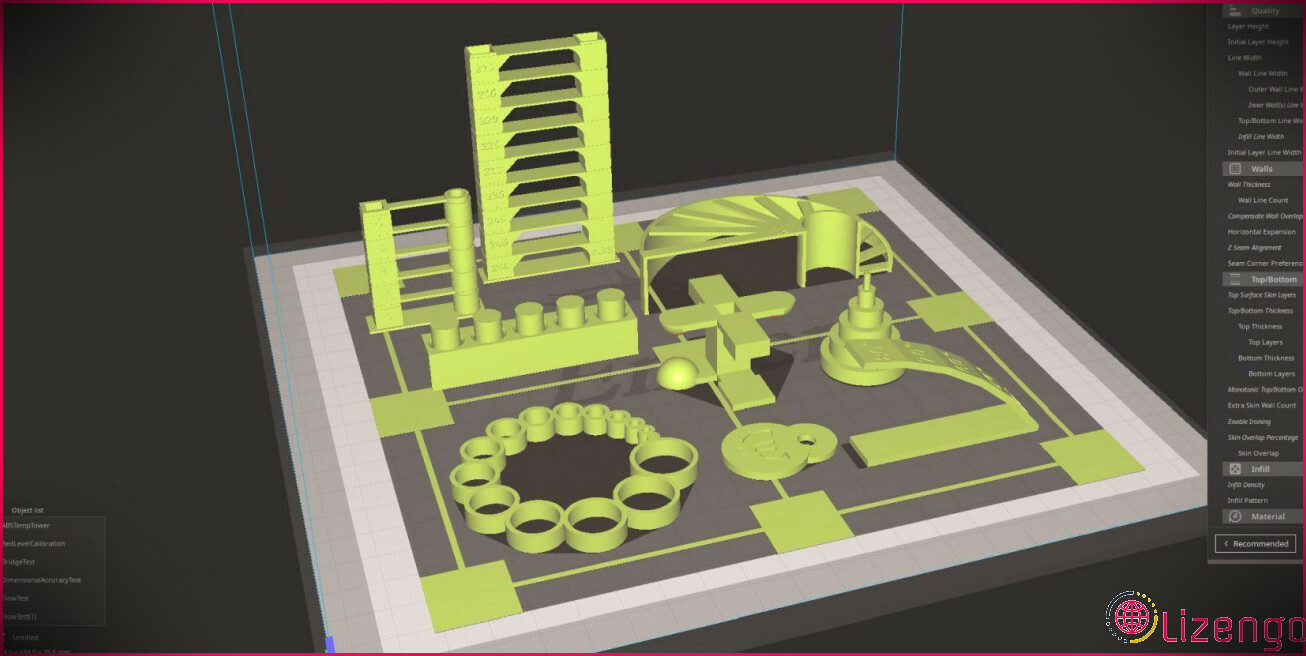
Calibration Shapes vous fournit des versions 3D pour le criblage de 18 différents critères d’impression 3D allant de la rétraction et également du pontage à la précision dimensionnelle et également à l’étalonnage au niveau du lit.
Choisissez simplement la version d’étalonnage appropriée pour vos besoins de réglage et consultez les wiki minutieusement conçu pour savoir exactement comment entreprendre la procédure d’étalonnage.
2. Traitement des articles de blog
Il s’agit d’un plugin propriétaire produit par Ultimaker lui-même et doit être pré-installé sur les versions actuelles de Cura. Vous pouvez le confirmer en naviguant sur le Rallonges sélection de nourriture. Vous devez détecter le Modifier le code G choix sous Post-traitement . Si ce n’est pas le cas, vous pouvez configurer le plug-in à partir de la place de marché.
Et vous auriez l’intention de le faire si vous prévoyez d’utiliser les versions d’étalonnage plus élaborées du plugin Calibration Shapes mentionné ci-dessus. Le modèle 3D pour un niveau de température ou une tour de rétraction est pratiquement sans valeur si votre imprimante 3D ne peut pas parcourir les paramètres de température ou de rétraction préprogrammés lors de la publication de ces modèles.
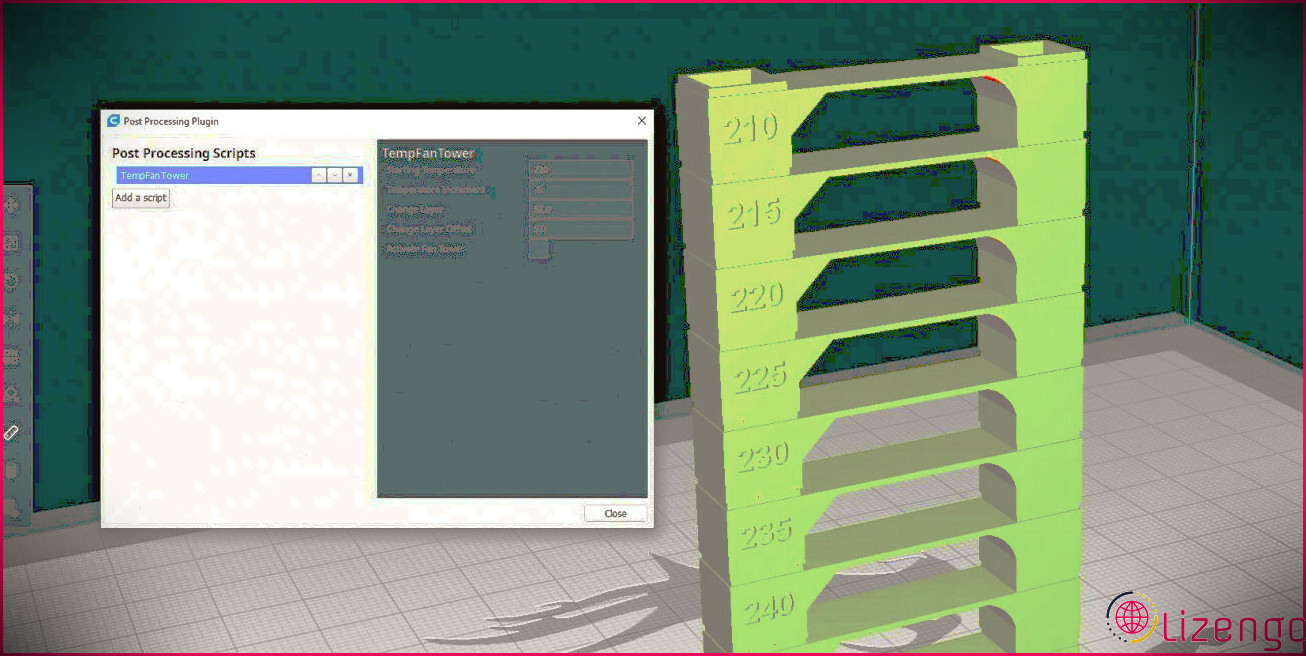
Le plugin Post Processing vous permet de conseiller à votre imprimante 3D d’utiliser des critères d’impression spécifiques à différentes phases du modèle de calibrage. Cela implique de choisir votre conception d’étalonnage de choix et ensuite de choisir le Modifier le code G choix parmi les Rallonges sélection de nourriture.
Cela ouvrira un Scripts de post-traitement fenêtre d’accueil. Cliquez sur Ajouter un script bouton pour continuer.
Dans les variantes actuelles de Cura, cela devrait vous présenter une collection de choix allant de la possibilité de transformer le filament à mi-impression (pour les impressions multicolores avec une extrudeuse solitaire) à l’arrêt de l’impression à des hauteurs de couche particulières pour introduire des aimants, des noix, et pour diverses autres applications de conception imaginatives.
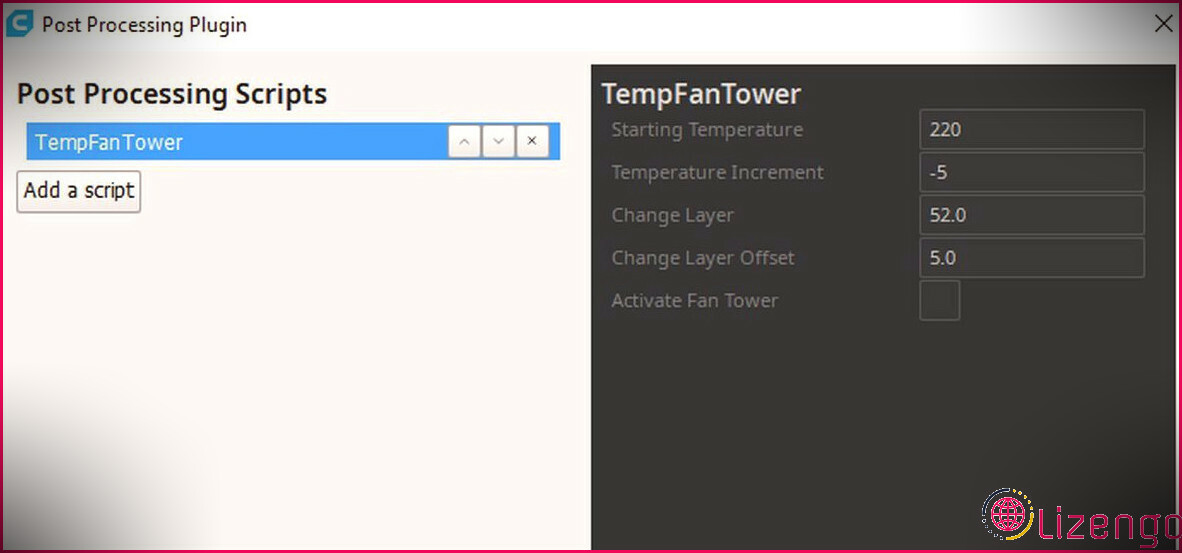
Cependant, pour discuter de la façon dont cela fonctionne, nous nous en tiendrons à la Tour TempFan manuscrit. Il s’agit d’un post-traitement préprogrammé conçu pour être utilisé avec le plugin Calibration Shapes pour découvrir le niveau de température de buse optimal pour un mélange filament/hotend particulier.
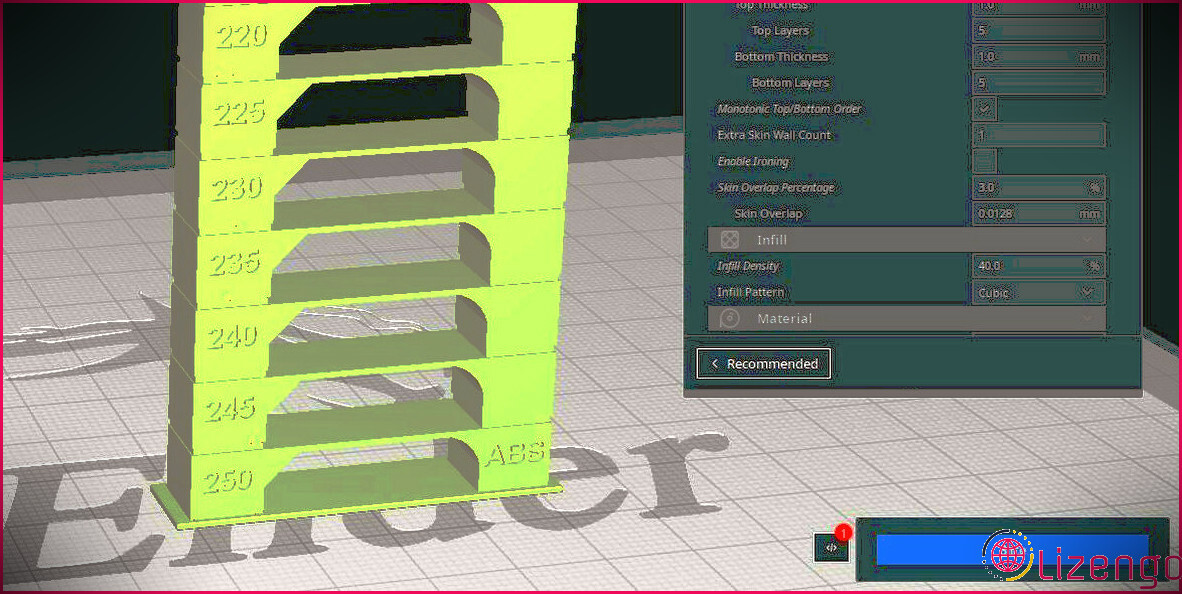
Référez-vous au modèle et entrez le niveau de température de départ en conséquence. Pour le ABS TempTower forme d’étalonnage, la valeur de départ de 250 ° C diminue de 5 ° C pour chaque phase successive. Vous pouvez obtenir les paramètres de référence du manuscrit de post-traitement pour chaque modèle d’étalonnage en accédant à la page Web appropriée dans le wiki.
le Changer de calque La valeur a été définie pour une élévation de couche de 0,16 mm, mais vous pouvez la transformer en une hauteur de couche de 0,2 mm avec des calculs mathématiques standard. Si vous publiez à une élévation de couche de 0,2 mm, cela reviendrait à 42 par opposition à la valeur par défaut Changer de calque valeur de 52.
L’application réussie des configurations de post-traitement entraînera certainement un changement pour personnaliser les configurations de post-traitement existantes à proximité du Tranche bouton dans le coin inférieur droit. Assurez-vous d’éliminer les scripts de post-traitement en cliquant sur la croix à côté du script, ou il restera à mettre sur vos impressions ultérieures.
3. TabAntiWarping
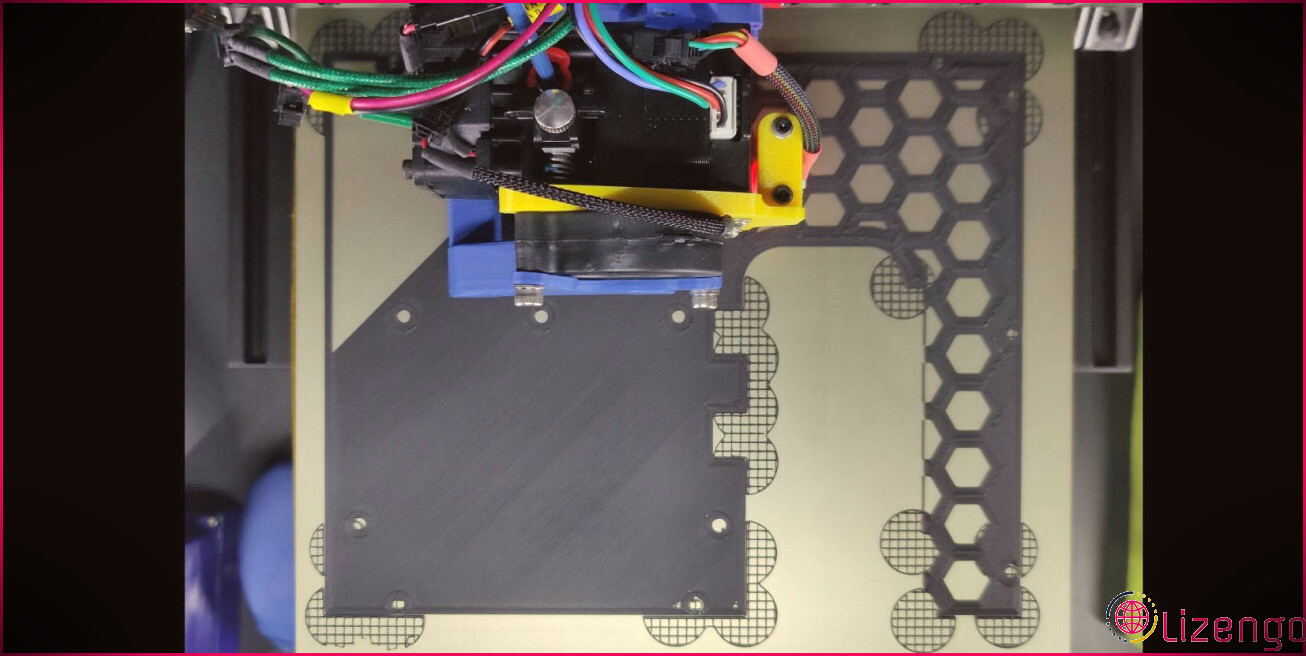
Ce plugin est une aubaine pour l’impression de produits tels que l’ABS, le nylon, ainsi que d’autres produits sujets à une déformation extrême. Cela se produit lorsque les fibres de plastique rétrécissent en raison du refroidissement progressif des couches au fur et à mesure qu’elles s’éloignent du lit chauffé.
Pour les matériaux tels que l’ABS ainsi que le nylon, le retrait est suffisant pour dessiner les bords de l’article publié en 3D directement sur la surface de construction. Cela provoque généralement des erreurs géométriques et dimensionnelles. Cela peut également entraîner l’arrêt des impressions lorsque l’ensemble du dessin décolle de la base.
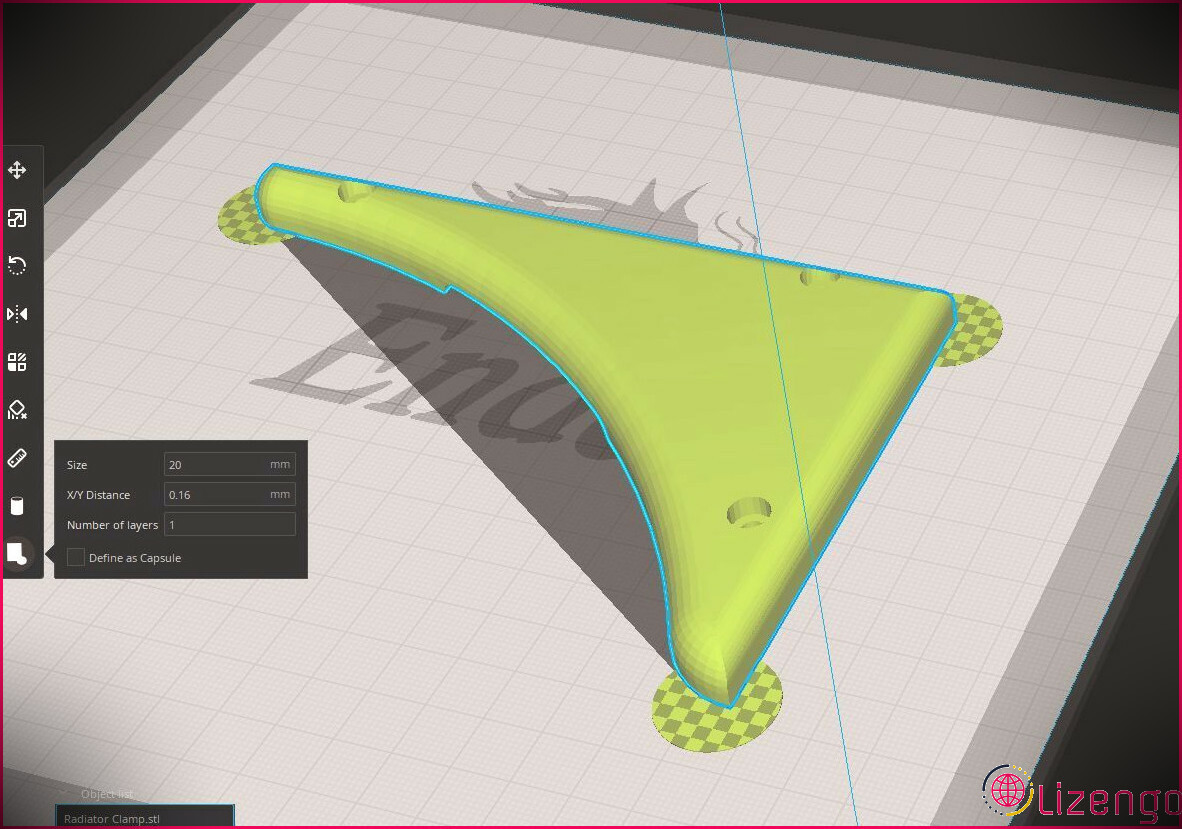
Vous pouvez réduire ce problème avec des procédures d’amélioration de la liaison d’impression telles que les bords et les pléthores, mais celles-ci ont souvent tendance à perdre du plastique et à compliquer le post-traitement en laissant des marques sur l’impression. Le plugin TabAntiWarping vous permet de positionner des onglets anti-gauchissement réglables dans les zones critiques des impressions.
Ces languettes peuvent se détacher assez rapidement par rapport aux bords ou aux radeaux, et ne laisser aucune marque visible. Vous souhaitez idéalement placer ces onglets aux coins pointus d’une version, qui sont les plus susceptibles de se blottir en raison de la zone de fixation de taille raisonnablement plus petite.
Le plugin vous permet même de modifier de nombreux paramètres tels que la dimension de l’onglet pour correspondre à l’amélioration de la liaison requise. L’augmentation du nombre de couches améliore en outre la liaison au détriment de la facilité d’élimination. Néanmoins, vous pouvez également modifier le critère Distance X/Y pour trouver un équilibre entre le support de tabulation et le problème d’élimination.
4. Supports cylindriques personnalisés
Une imprimante 3D à modélisation par dépôt fusionné (FDM) construit des objets 3D complexes en empilant des couches de plastique bidimensionnelles les unes sur les autres. Ce dernier est un prérequis indispensable puisqu’il est impossible pour une imprimante FDM de publier dans les airs.
En d’autres termes, les caractéristiques d’un modèle 3D qui s’étendent horizontalement sans rien en dessous d’elles sont impossibles à publier sans un plastique sacrificiel qui sert de structure d’assistance. Ces supports sont généralement générés automatiquement par l’application logicielle du slicer.
Malheureusement, les trancheuses pèchent par excès de soin et utilisent de nombreuses aides, qui non seulement gaspillent du plastique, mais sont également difficiles à éliminer sans laisser de traces sur votre empreinte.
Heureusement, la plupart des imprimantes sont capables de combler de petits vides, ce qui rend inutile la création d’une trop grande quantité de produits d’assistance. Néanmoins, la capacité de connexion varie d’une imprimante à l’autre et principalement en fonction de la température d’impression et de la capacité du ventilateur de refroidissement de votre composant.
Votre logiciel de découpage n’a aucune idée des capacités de pontage de votre imprimante, mais vous pouvez les vérifier avec le plugin Calibration Shapes. Cela facilitera l’utilisation du plug-in Cylindric Custom Supports pour placer manuellement des aides dans les zones tactiques de la version afin de tirer parti de la capacité de liaison de votre imprimante.
Si votre imprimante peut combler les écarts d’un pouce sans compromettre la qualité d’impression supérieure, vous pouvez espacer manuellement les supports personnalisés de cette marge à l’aide de ce plugin.
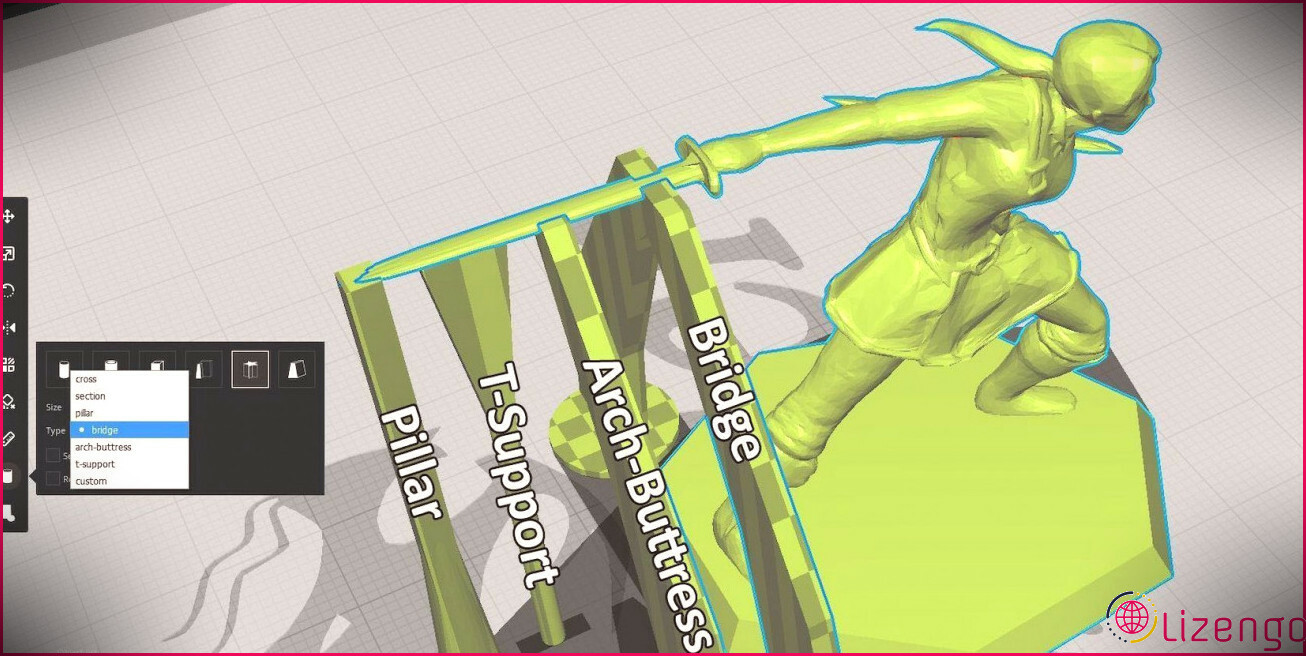
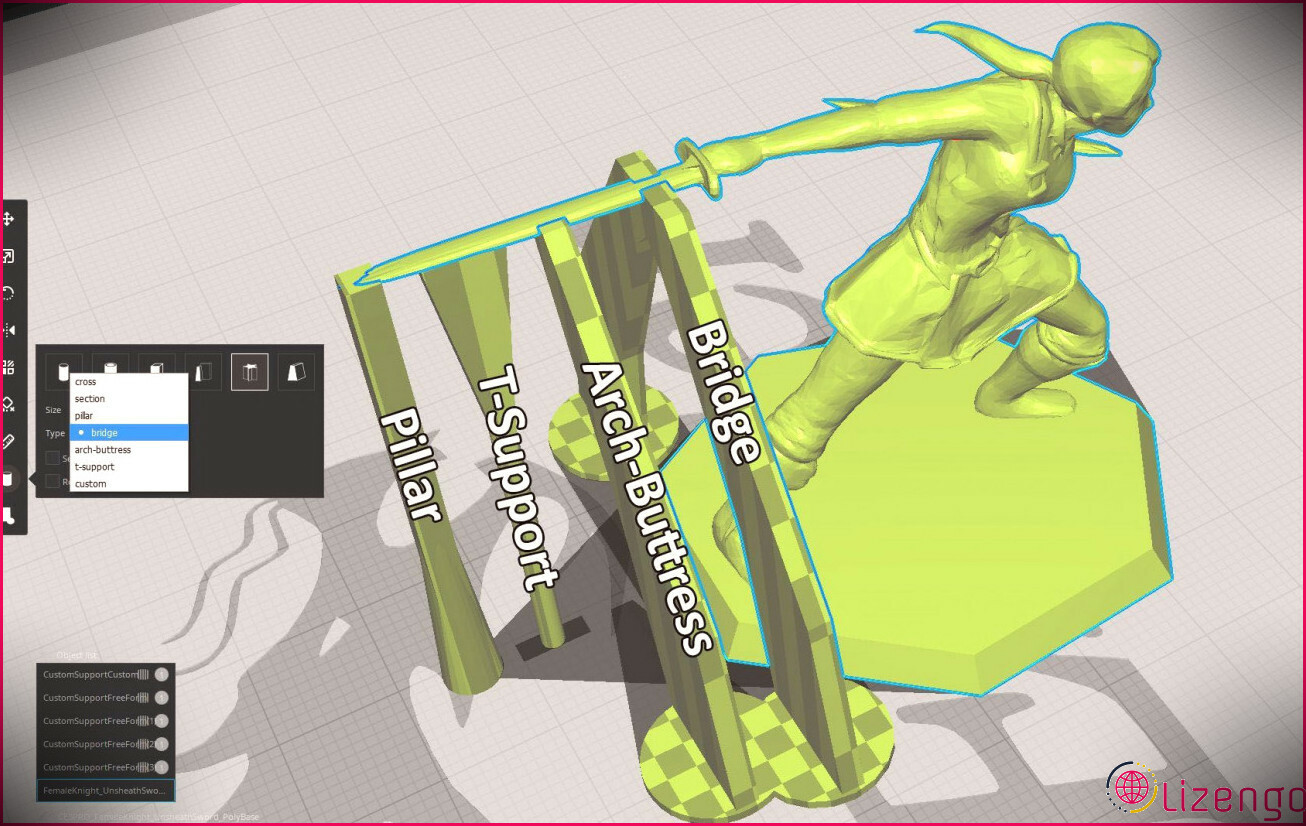
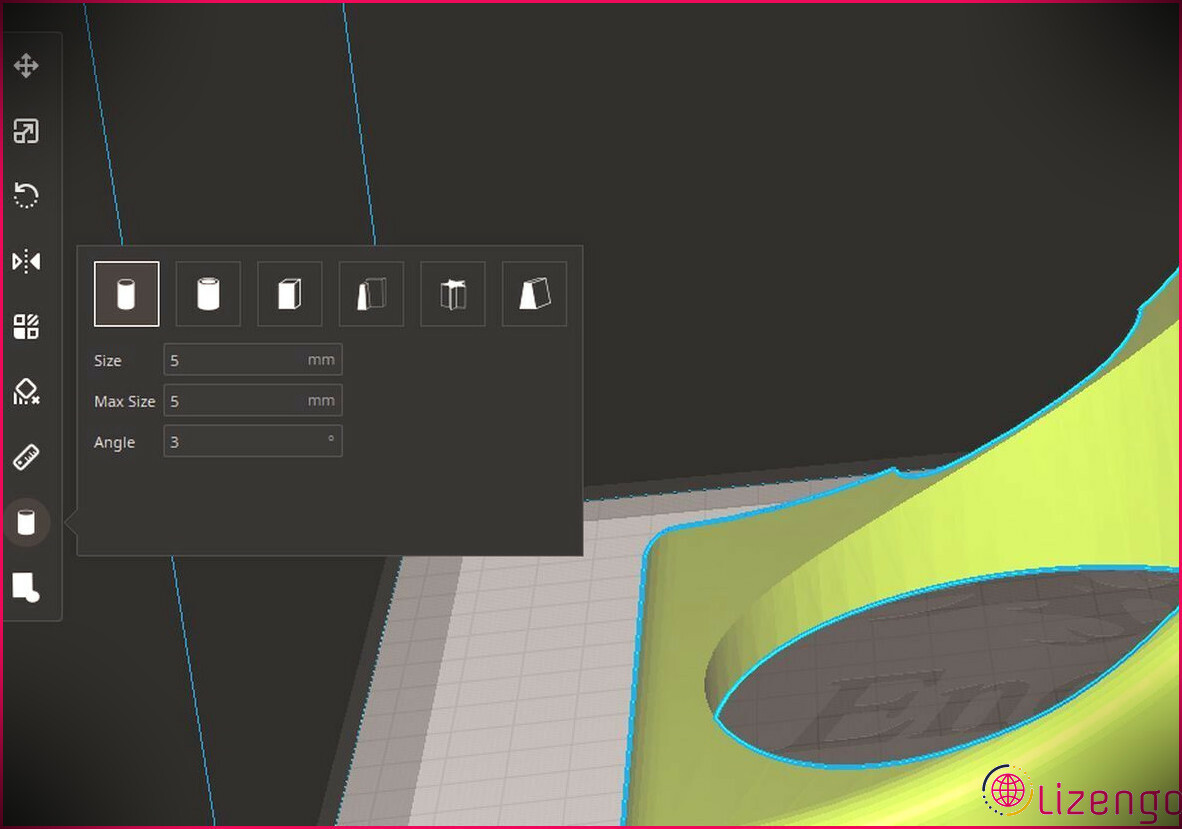
Le plugin vous offre une sélection entre des formes de support personnalisées telles qu’un tube cylindrique, un tube, un cube, ainsi qu’un pilier, ainsi que des formes libres et également personnalisées. Les trois principaux critères d’assistance définissent la zone de contact ( Taille ) avec la version, la taille de la base ( Taille max ), ainsi que l’angle entre les surfaces de support supérieure et inférieure pour maximiser l’adhérence du lit et la stabilité du support.
Cependant, les meilleures aides sont sous la Forme libre formes offrant des choix tels que croix, section, colonne, pont, arc-contrefort, ainsi qu’un support en T qui vous permettent de combler de longs espaces ou de rester à l’écart de la production d’assistances sur la base du modèle.
5. Guide de configuration
Cura vous offre le choix de plusieurs dizaines de paramètres de trancheuse, et chacun d’entre eux peut faire ou endommager vos impressions. Savoir quand affiner une configuration de trancheuse particulière est essentiel pour maximiser tout ce qui varie de l’extrême imprimabilité d’une version à sa qualité d’impression et au temps qu’il faut pour la terminer.
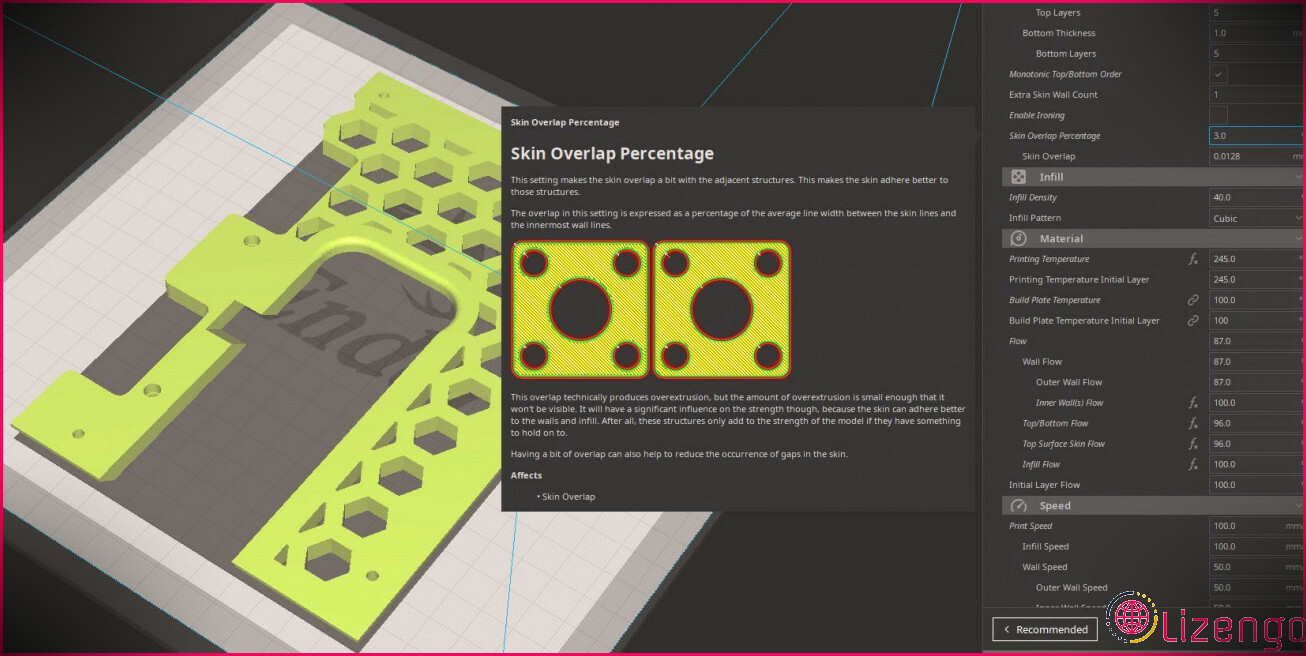
Cura est livré avec des idées contextuelles pour chaque paramètre, qui fournissent une description rapide en flottant sur les critères de la trancheuse. La vue d’ensemble des paramètres, cependant, intègre les idées contextuelles avec le vaste référentiel de Ultimaker présentations des paramètres de la trancheuse .
Au lieu d’un bref résumé, le plugin régurgite une fenêtre contextuelle avec un examen complet décrivant ce que fait la configuration, riche en avant / après complet photos montrant le changement. Utilisez-le pendant une semaine et vous pourriez tout simplement devenir un as de la trancheuse.
Si les pop-ups d’info-bulles substantielles confirment la distraction, vous pouvez désactiver la fonction pop-up du plugin Préférences menu. Cela vous permet d’accéder aux mêmes informations en cliquant avec le bouton droit sur le paramètre du slicer à la place.
Cura est encore meilleur avec les plugins
La nature open source de Cura lui permet d’héberger des plugins créés par le voisinage, ainsi qu’une quantité importante d’efforts de conception déployés par l’équipe de développement principale. Et aussi ces cinq plugins montrent bien l’intérêt de s’en tenir à Cura pour vos besoins de découpage d’impression 3D.